








01
Klassificering av induktionsvärmeutrustning
2025-04-29
Induktionsvärme Utrustning kan klassificeras i lågfrekventa, medelfrekventa, superaudiofrekventa, högfrekventa och ultrahögfrekventa typer beroende på driftsfrekvens. På grund av skillnader i egenskaper som uppvärmningsdjup och hastighet har tillämpningarna av utrustning med olika frekvenser sina egna fokus:
1. Låg - Frekvensinduktion värmeutrustning (cirka 50 Hz till 1 kHz)
Frekvensområdet är vanligtvis från effektfrekvens (50 Hz) till 1 kHz, med ett djupare uppvärmningsdjup (cirka 10–20 mm). Den används huvudsakligen för övergripande uppvärmning, glödgning, anlöpning och ytbehandling av stora arbetsstycken, såsom förbehandling av stora mekaniska delar och tjockväggiga rör, med hjälp av dess djupvärmningsförmåga för att förbättra metallens plasticitet för efterföljande bearbetning.
2. Utrustning för induktionsvärme med medelhög frekvens (cirka 1 kHz till 20 kHz)
Typiska frekvenser som 8 kHz, med ett uppvärmningsdjup på cirka 3–10 mm. Den är lämplig för större arbetsstycken, såsom uppvärmning, Släckning och anlöpning, ytbehandling av axlar med stor diameter, tjockväggiga rör och stora modulkugghjul. Den kan också användas för rödstansning och smide av stänger med mindre diameter, vilket balanserar uppvärmningskvalitet och produktionseffektivitet.
3. Superljudfrekvensinduktionsvärmeutrustning (cirka 20 kHz till 40 kHz)
Med ett uppvärmningsdjup på cirka 2-3 mm används den ofta för djupuppvärmning, glödgning, kylning och anlöpning av arbetsstycken med medelstor diameter, samt svetsning, termisk montering av tunnväggiga rör med större diameter och kylning av medelstora kugghjul, vilket uppfyller scenarier med vissa krav på uppvärmningsdjup och effektivitet.
4. Högfrekvent induktionsvärmeutrustning (cirka 40 kHz till 200 kHz)
Med ett grundare uppvärmningsdjup (cirka 1-2 mm), snabb uppvärmningshastighet och hög precision. Den används främst för djup uppvärmning, rödstansning, smide av små arbetsstycken, samt ytbehandling, rörsvetsning och termisk montering. Såsom kylning av små kugghjul och svetsning av elektroniska komponenter, lämplig för processer med höga krav på effektivitet och precision.
5. Ultrahögfrekvent induktionsvärmeutrustning (över 200 kHz, upp till tiotals MHz)
Med ett extremt grunt uppvärmningsdjup (cirka 0,1–1 mm) och extremt snabb uppvärmningshastighet är den lämplig för kylning och svetsning av extremt små delar eller extremt tunna stänger, såsom kylning av skäreggen på sågtänder och sågblad, snabb uppvärmning av koppar- och aluminiumdelar med låg kolhalt, samt ytbehandling av små arbetsstycken.
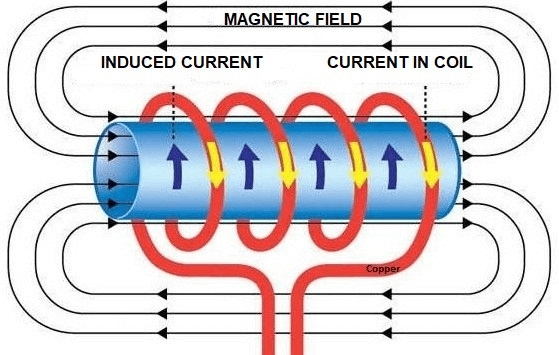
Induktionsvärmeutrustning med olika frekvenser styr uppvärmningsdjupet och hastigheten genom att justera strömfrekvensen och används i stor utsträckning inom industrier som metallbearbetning, mekanisk tillverkning, elektronik och fordonsindustrin. Värmebehandling från stora arbetsstycken till precisionsbearbetning av små komponenter, möter den en mängd olika industriella behov.



